Resources for Monoprice Delta Pro
By Jakob Dam

By Jakob Dam
(Last update: 26. of February, 2021)
Furthermore, my printer stands on a antivibration mat for washing machines. By having both the rubber feet and the mat, I get less noise and slightly less ringing.

Download zip
(49 KB)
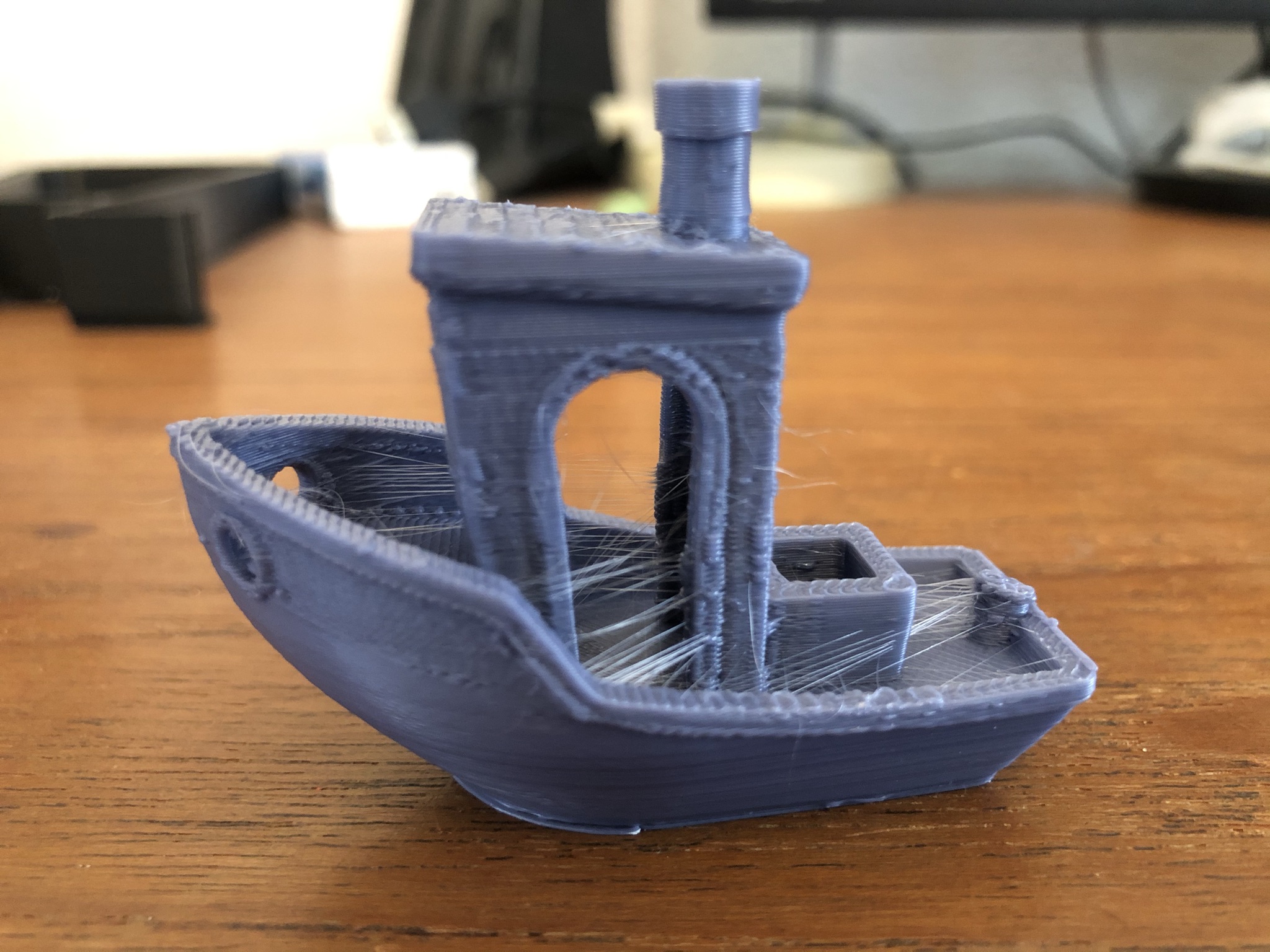

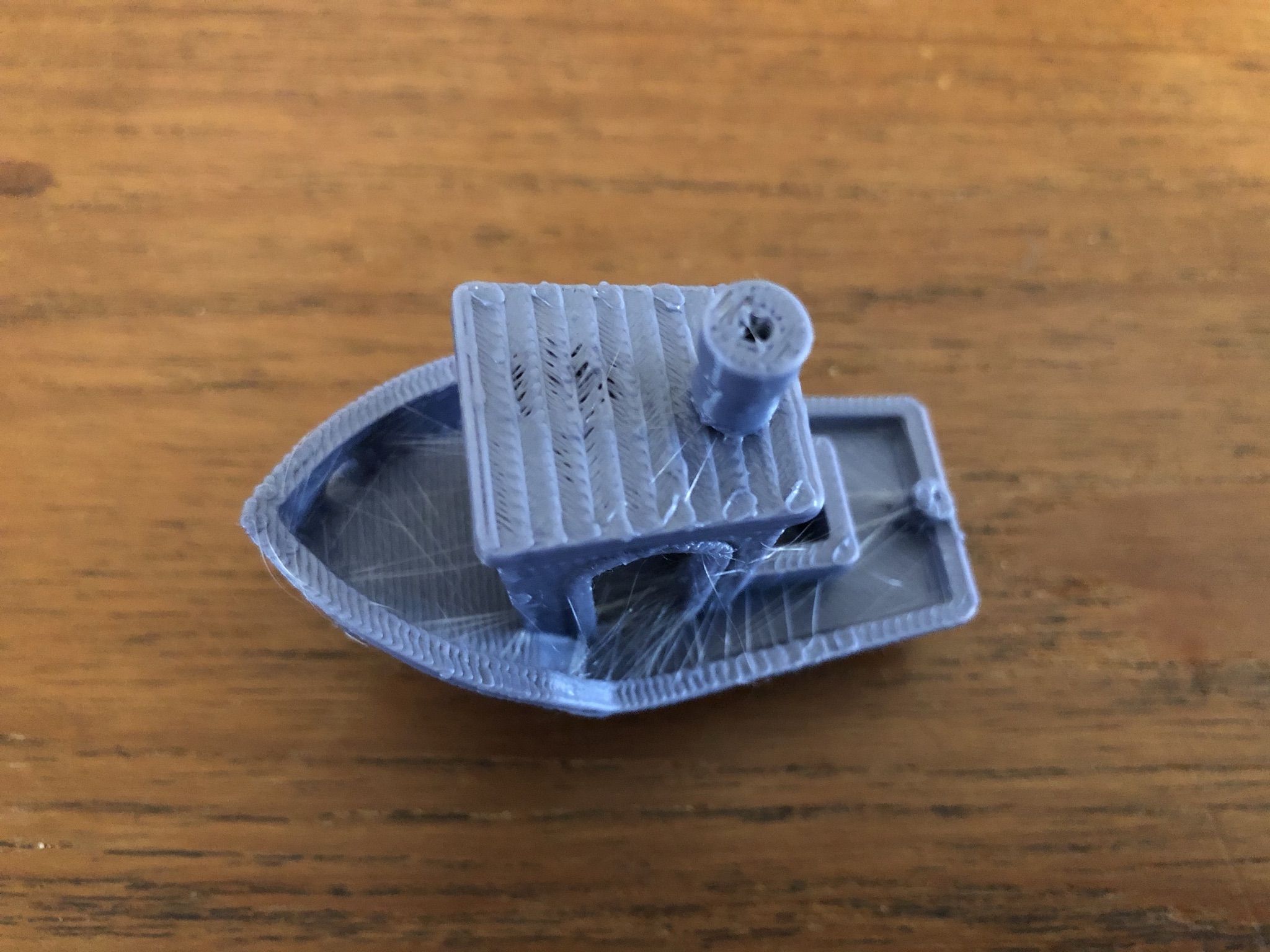
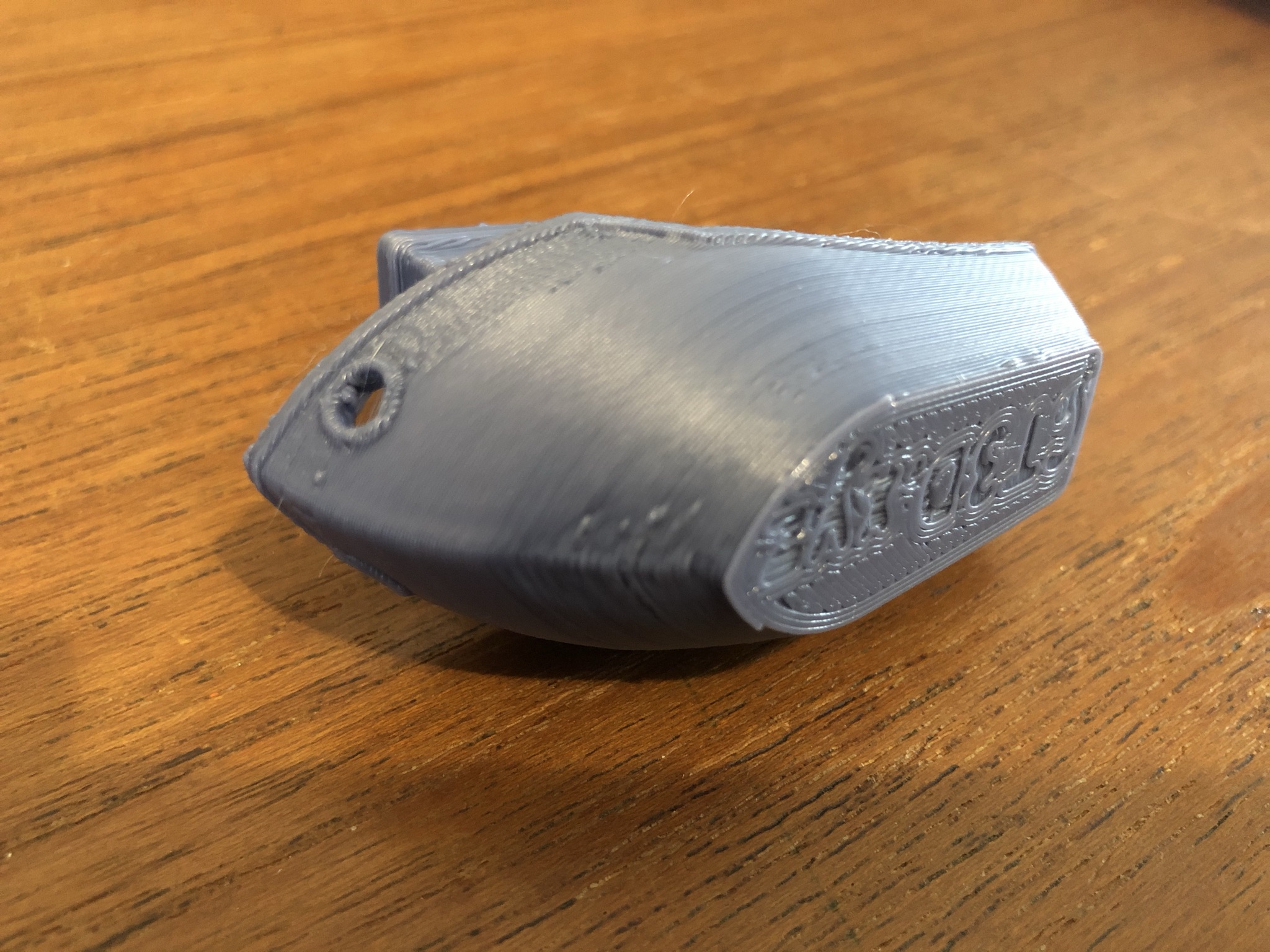
NOTES: This is the fastest I can go as of now. Faster than this will create more issues. The roof is already lacking which may be due to lack of material, so the hot end is probably to blame here. Very fine details on the bottom of the Benchy, and generally an ok surface although the ringing is very evident some places. The holes are too small due to me making a mistake with horizontal hole expansion – this is rectified in the profile provided here.
Link to STLModel printed at 100% size.

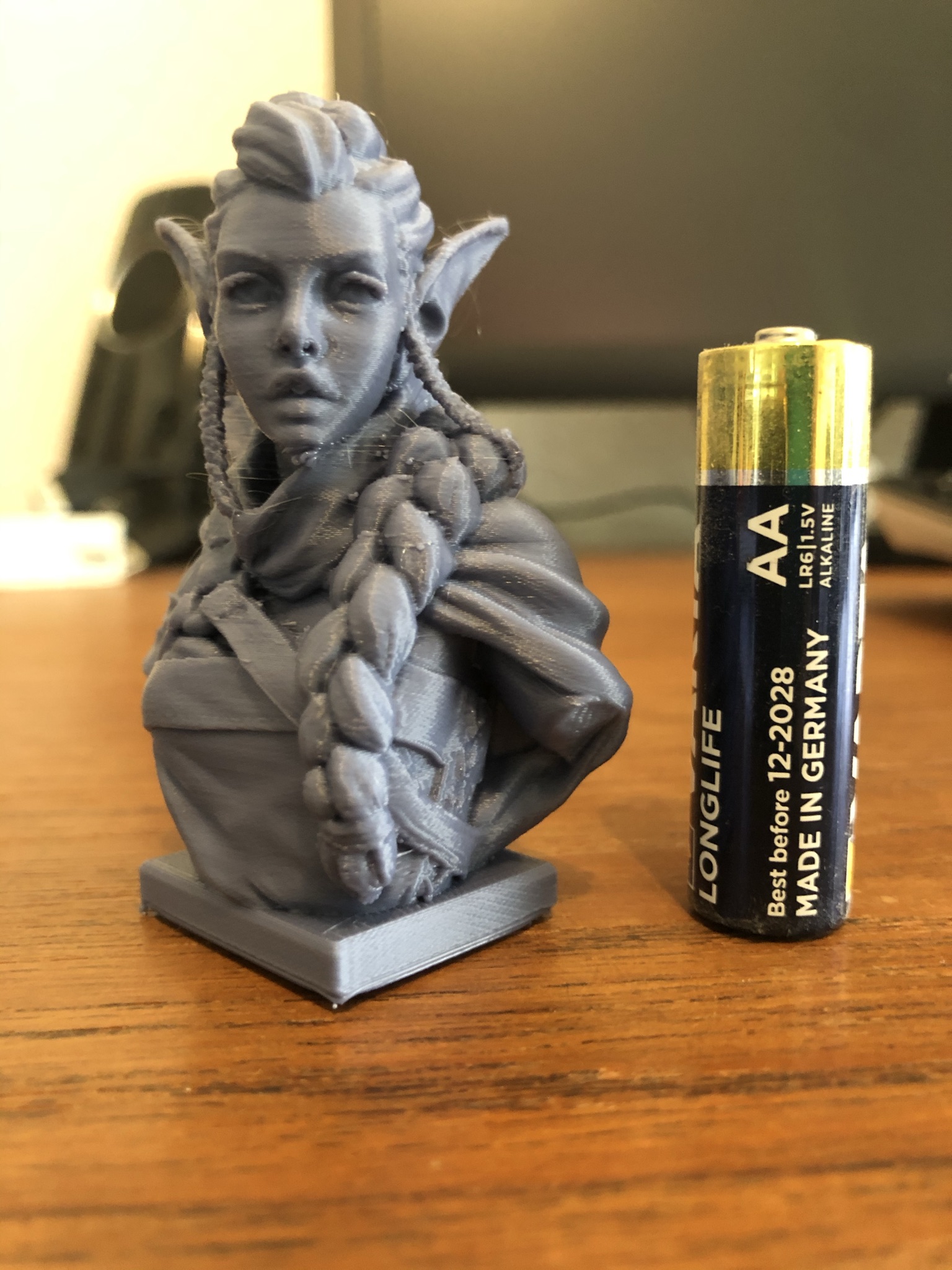

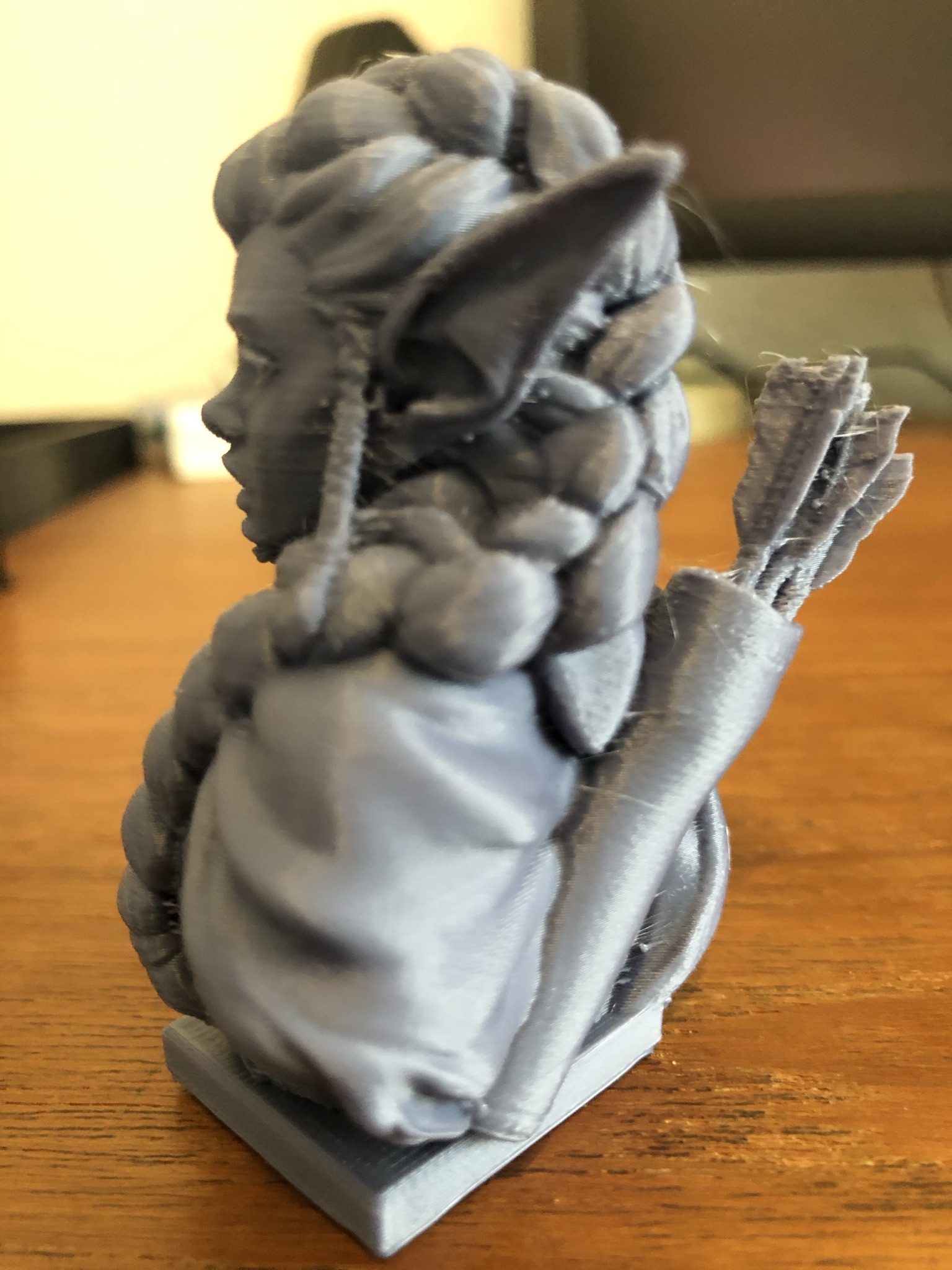
NOTES: This is an example of the level of detail that the “0.15 – STATUETTE” profile delivers. Layers are almost invisible in most places. The tiny wisps of stringing are easily removed for a quick clean-up. A battery is shown for size comparison. Note the amount of details in the braids and arrows. The unsufficient part cooling is a bit evident on the inside of the ears and underneath the chin. This may be solved by setting bridge speed slower than the 50 mm/s that I chose for the profile – I believe 35 mm/s would be fine if you need to really make a fine statuette, but I also believe that most people won’t notice as it’s not really an obvious issue – and a quick filing will rectify the few areas that may need work.
Link to STLModel printed at 114.68% size (7.0 cm height).



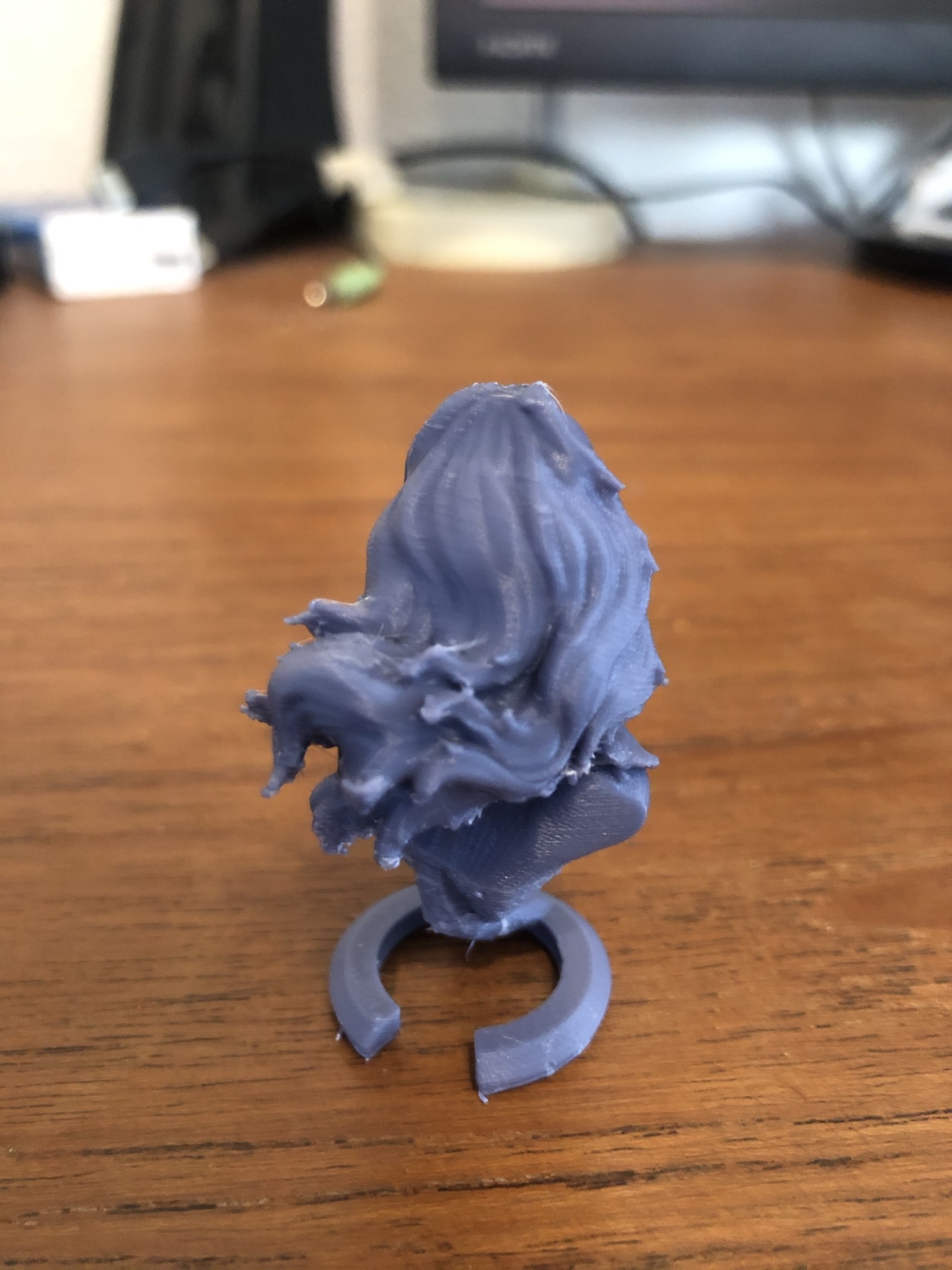
NOTES: This is an example of the level of detail that the “0.10 – PRECISION” profile delivers. Layers are quite invisible in general and details are really good. I changed the support a bit from the profile, and optimally you should do that too to accommodate the specific model you’re printing. What I changed was a minor thing though; I put in a lower value for support “Overhang treshold”, running at 10º rather than the 27º that the profile is loaded with. This was to have much fewer places with support – for a faster print time and less trouble removing unnecessary support. Although this profile runs slow (which for a cartesian would be the higher end of normal speed), it finished printing in just 92 minutes.
The super clean skin is impressive, especially considered that she’s so much smaller than the small elf archer. AA battery for size.
A minor issue underneath her boobs, where the support didn’t go quite close enough. This is due to my profile setting for how close the support must get, and if I change it to go tighter, the support will become too hard to remove for my taste, and leave more break points than what you can see on her hair’s ends. The break points that are there now are minor; easy to buff out. But if they get larger, you may end up breaking stuff off your print.
Link to STLModel printed downscaled to 5.0 cm height.
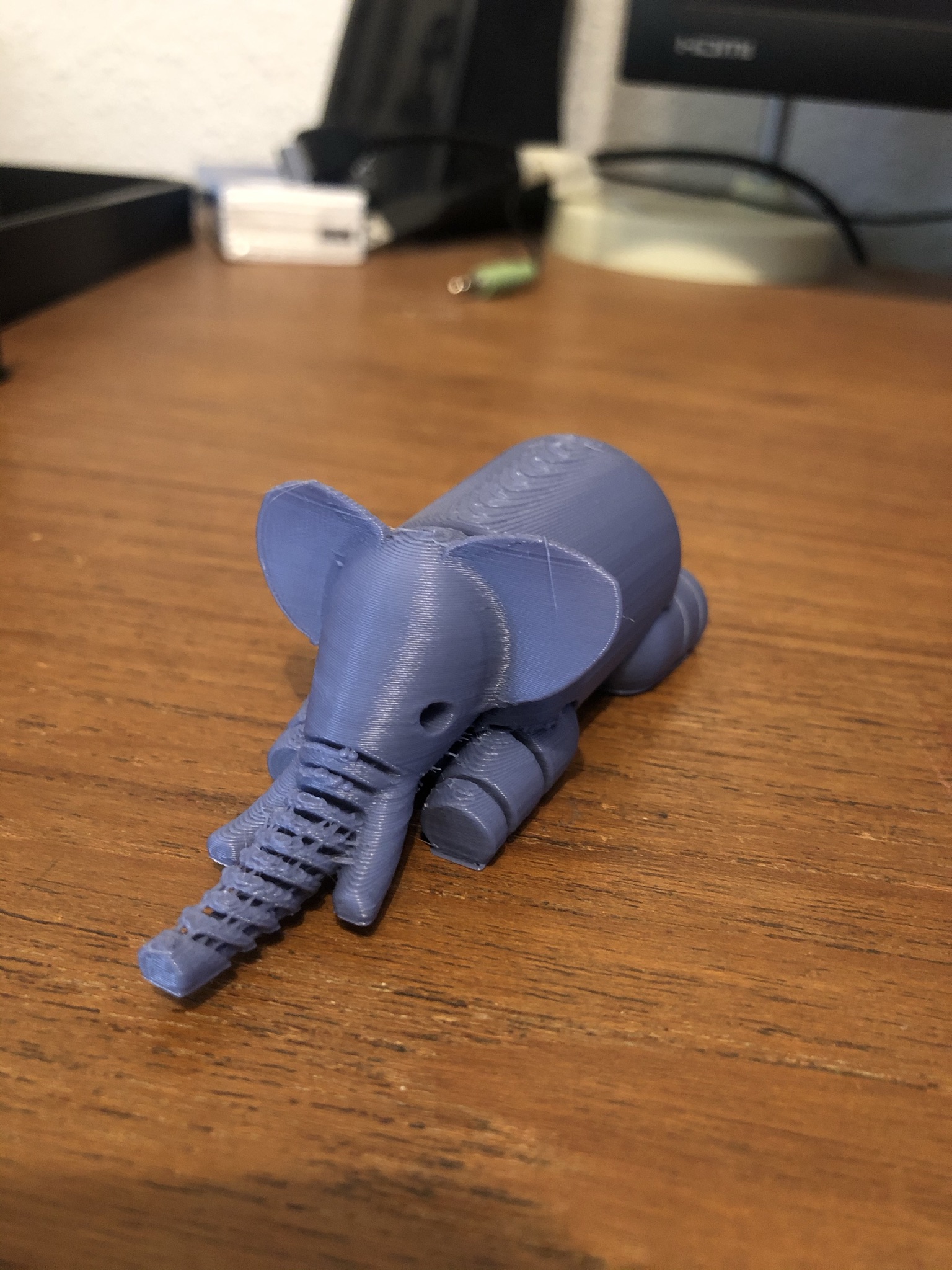


NOTES: This is an example of the the “0.2 – MEDIUM FAST” profile. Layers arevisible, but coherent and the quality have not suffered too much. A bit of ringing visible on the top part of the back, but nothing serious. The overhang suffered from the profile’s aggressive 60 mm/s bridge speed combined with the Delta Pro’s poor stock part cooling. However, they haven’t suffered so much as to render the elephant immovable. The horizontal hole expansion really plays a huge role here; with PrusaSlicer, this elephant would not be movable when printed at this speed. There’s a bit of stringing on the trout, but it’s light and easy to clean up. The blobs on the front legs are due to the overhangs having bled into that area. For most projects, the profile will work fine as is – but for things with overhangs like this, slow down the bridge speed to 40 mm/s and you’ll see significantly improvements in the overhang quality.
Link to STLModel printed at 114.68% size (7.0 cm height).